Mô tả:
Công nghệ chế tạo máy là một ngành then chốt, nó đóng vai trò vô cùng quan trọng trong sự nghiệp công nghiệp hoá, hiện đại hoá đất nước. Nhiệm vụ của ngành là chế tạo ra các sản phẩm cơ khí cho mọi lĩnh vực của ngành kinh tế quốc dân. Vì vậy việc phát triển ngành công nghệ chế tạo máy luôn là mối quan tâm đặc biệt của Đảng và Nhà nước ta. Việc phát triển nguồn nhân lực là nhiệm vụ trọng tâm của các trường đại học, đặc biệt. đối với trường Đại học sư phạm kỹ thu’ật Hưng Yên thì khoa cơ khí là một khoa truyền thống của trường với hơn 40 năm xây dựng và phát triển.
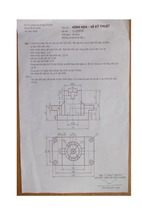
Qua một thời gian được học tập, rèn luyện tại khoa cơ khí, em đã được giao đề tài: “Thiết kế quy trình công nghệ gia công chi tiết ke đỡ ròng rọc”. Trong quá trình làm đồ án, em đã thấy rõ tầm quan trọng của đồ án công nghệ đối với bản thân em cũng như các bạn sinh viên khác. Em đã tổng hợp được các kiến thức có liên quan đến các môn chuyên ngành và cơ sở ngành: Công nghệ chế tạo máy, đồ gá, nguyên lý cắt, máy cắt, sức bền vật liệu… Đồ án cũng là sự cụ thể hóa kiến thức lý thuyết vào một công việc cụ thể- công việc của một người kỹ sư cơ khí thực sự.
Dưới sự hướng dẫn của thầy Trần Văn Thắng cùng sự cố gắng của bản thân, đến nay em đã hoàn thành đồ án của mình. Vì kiến thức còn hạn chế và chưa có nhiều kinh nghiệm thực tiễn nên đồ án của em vẫn còn nhiều thiếu sót.
Em xin cảm ơn các thầy cô thuộc khoa cơ khí đặc biệt là thầy Trần Văn Thắng đã giúp đỡ em hoàn thành đồ án này!
Hưng Yên, ngày 26 tháng 03 năm 2011
Sinh viên
Dương Văn Đạt
Mục lục
PH ẦN I. Phân tích chức năng làm việc của chi tiết 4
PH ẦN II. Phân tích tính công nghệ trong kết cấu của chi tiết 5
PH ẦN III. Xác định d xuất ạng sản 5
PHẦN IV. Xác Định Phương Pháp Chế Tạo Phôi Và Bản Vẽ Lồng Phôi 7
I. Xác định phương pháp chế tạo phôi 7
II. Thiết kế bản vẽ chi tiết lồng phôi 8
PHẦN V. Lập Thứ Tự Các Nguyên Công 9
I. Xác định đường lối công nghệ 9
II. Lập tiến trình công nghệ 9
III. Thiết kế nguyên công 9
PH ẦN VI. Tính lượng dư cho một bề mặt và tra lượng dư cho các bề mặt còn lại 14
PH ẦN VII. Tính chế độ cắt cho một nguyên công và tra chế dộ cắt cho các nguyên công còn lại 18
PH ẦN VIII. Tính thời gian gia công cơ bản cho tất cả các nguyên công 28
PHẦN IX 32
TÍNH VÀ THIẾT KẾ ĐỒ GÁ GIA CÔNG LỖ Φ24 32
I. Xác định kích thước bàn máy 32
II. Phương pháp định vị 32
III. Xác định phương, chiều, điểm đặt lực cắt, lực kẹp 32
Tài liệu tham khảo 35