Câu 1 : Vẽ và giải thích các thông số hình học của dao tiện ngoài φ = 45 ở
trạng thái tĩnh ?
Câu 2 : trình bày hiện tượng , nguyên nhân cà điều kiện hình thành lẹo dao ?
Câu 3: vẽ và giải thích các thành phần lực cắt khi tiện mặt trụ ?
Câu 4 : Trình bày về nguồ gốc sinh nhiêtj và sự phân bố nhiệt cắt ?
Câu 5 : Nêu yêu cầu của vật liệu phần cắt ? cho biết phạm vi ứng dụng của
hợp kim cứng ?
Câu 6 : vẽ và trình bày khái niệm về thông số của lớp cắt và các yếu tố của chế
độ cắt khi tiện mặt trụ
Câu 7 : Nêu yêu cầu của vật liệu phần cắt ? cho biết phạm vi ứng dụng của
thép gió ?
Câu 8 : Mô tả ảnh hưởng của việc gá dao không ngang tâm máy khi tiện ngoài
? cho biết ảnh hưởng khi thay đổi góc độ dao đến quá trình cắt
Câu 9 : Vẽ và giải thích các thành phần lực cắt khi phay bằng dao phay trụ
răng phẳng ? ( TH phay thuận )
Câu 10 : Mô tả Đặc điểm và phạm vi sử dụng của hợp kim cứng ? cho VD
minh họa
Câu 11 : Trình bày các nhân tố ảnh hưởng đến nhiệt cắt ?
Câu 12 : Vẽ và trình bày khái niệm về thông số của lớp cắt và các yếu tố của
chế độ cắt khi khoan ?
Câu 13 : Nêu điều kiện hình thành lẹo dao ? Trình bày các nhân tố ảnh hưởng
đến lẹo dao ?
Câu 14 : Vẽ và trình bày khái niệm về thông số của lớp cắt và các yếu tố của
chế độ cắt khi tiện cắt đứt ?
Câu 15 : Mô tả đặc điểm và phạm vi sử dụng của thép gió ? cho VD minh họa
?
Câu 16 : Trình bày các yêu cầu của vật liêu làm phần cắt của dao ?
Câu 17 Nêu các loại rung đọng và nguyên nhân gây rung động trong quá trình
cắt ?
Câu 18 : Vẽ và giải thích các thành phần lực cắt khi phay bằng dao phay mặt
đầu
Câu 19 : Trình bày ảnh hưởng của chế độ cắt đến lực cắt của dao ?
Câu 21: Mô tả ảnh hưởng của việc gá dao không ngang tâm máy khi tiện
trong? Cho biết ảnh hưởng khi thay đổi gióc độ dao đến quá trình cắt?
Câu 22: Vẽ và giải thích các thành phần lực cắt khi phay bằng dao phay trụ
răng thẳng?(trường hợp phay nghịch)
Câu 23: trình bày hiện tượng mòn và các dạng mòn?
Câu 24: Trình bày về cơ chế mòn dụng cụ cắt?
Câu 25: Trình bày nguồn gốc sinh lực khi cắt kim loại?
Câu 26: Nêu các nhân tố ảnh hưởng đến nhiệt cắt? Cho biết ảnh hưởng của
nhiệt đén quá trình cắt và cách khắc phục?
Câu 27: Trình bày tác dụng của lẹo dao trong quá trình cắt và biện pháp khắc
phục?
Câu 28: Nêu trình tự xác định cắt khi tiện? Viết và giải thích công thức tính
vận tốc cắt theo tuổi bền của dao?
Câu 29: Trình bày đặc điểm của phương pháp gia công ren?
Câu 30: Vẽ và trình bày khái niệm về thông số lớp cắt và chế độ cắt khi
khoan?
Câu 31: Trình bày đặc điểm của quá trình mài? Mô tả phương pháp mài
phẳng?
Câu 32:Mô tả phương pháp mài vô tâm? Nêu đặc điểm của quá trình mài?
Câu 33: Vẽ và mô tả phương pháp mài tròn ngoài và mài tròn trong?
Câu 34: Mô tả phương pháp mài phẳng? Nêu nguyên tắc chọn đá mài?
Câu 35: Trình bày về các loại vật liệu hạt mài?
Câu 36: Trình bày về các loại chất dính kết khi mài?
Câu 37: Nêu đặc điểm của phương pháp gia công răng? Trình bày đặc điểm
và phạm vi ứng dụng cảu phương pháp phay định hình(chép hình)?
Câu 38: Nêu đặc điểm của phương pháp gia công răng? Trình bày đặc điểm
và phạm vi ứng dụng của phương pháp phay bao hình?
Câu 39: Vẽ và giải thích các thông số hình học của dao tiện rãnh trong lỗ ở
trạng thái tĩnh?
Câu 40: Vẽ và giải thích các thông số hình học của mũi khoan Ở trạng thái
tĩnh.
Câu 21 Mô tả ảnh hưởng của việc gá dao không ngang tâm khi máy tiện
trong ? cho biết ảnh hưởng khi thay đổi góc đọ dao đến quá trình cắt
Gá dao cao hơn tâm máy khi tiện trong là việc gá dao có mặt đáy thực cao hơn mặt
đáy lý thuyết một khoảng h, khi gá cao hơn tâm góc trước γ sẽ nhỏ hơn góc trước
lý thuyết γlt một góc là μ, còn góc sau αc sẽ lớn hơn góc sau lý thuyết αlt một góc là
μ.
Ta có γc= γlt- μ,
αc= αlt+ μ
Khi góc trước giảm, ma sát trước giữa dao và phoi sẽ tăng, làm giảm tốc độ thoát
phoi, do đó làm tăng nhiệt cắt, lực cắt, giảm năng suất gia công. Nhưng góc sau
tăng lại làm giảm ma sát giữa dao và bề mặt chi tiết đã gia công, do đó làm tăng
chất lượng chi tiết gia công.Vì vậy gá dao cao hơn tâm thuận lợi cho quá trình gia
công tinh
Gá dao thấp hơn tâm máy khi tiện trong là việc gá dao có mặt đáy thực thấp hơn
mặt đáy lý thuyết một khoảng h, khi gá cao hơn tâm góc trước γc sẽ lớn hơn góc
trước lý thuyết γlt một góc là μ, còn góc sau αc sẽ nhỏ hơn góc sau lý thuyết αlt một
góc là μ.
Ta có γc= γlt- μ,
αc= αlt+ μ
Khi góc trước tăng, ma sát trước giữa phoi và dao sẽ giảm, làm tăng tốc độ thoát
phoi, do đó làm giảm nhiệt cắt, lực cắt, tăng năng suất gia công. Nhưng góc sau
giữa dao và bề mặt chi tiết đã gia công giảm lại làm tăng ma sát giữa dao và bề mặt
chi tiết đã gia công, do đó làm ảnh hưởng tới chất lượng chi tiết gia công.Vì vậy gá
dao thấp hơn tâm thuận lợi cho quá trình gia công thô.
.
Câu 8 Mô tả ảnh hưởng của việc gá dao không ngang tâm khi máy tiện
ngoài ? cho biết ảnh hưởng khi thay đổi góc đọ dao đến quá trình cắt
Gá dao cao hơn tâm máy là việc gá dao có mặt đáy thực cao hơn mặt đáy lý thuyết
một khoảng h, khi gá cao hơn tâm góc trước γc sẽ lớn hơn góc trước lý thuyết γlt
một góc là μ, còn góc sau αc sẽ nhỏ hơn góc sau lý thuyết αlt một góc là μ.
Ta có γc= γlt+ μ,
αc= αlt- μ
Khi góc trước tăng, ma
sát trước giữa phoi và
dao sẽ giảm, làm tăng
tốc độ thoát phoi, do đó
làm giảm nhiệt cắt, lực
cắt, tăng năng suất gia
công. Nhưng góc sau
giữa dao và bề mặt chi
tiết đã gia công giảm lại
làm tăng ma sát giữa
dao và bề mặt chi tiết đã
gia công, do đó làm ảnh hưởng tới chất lượng chi tiết gia công.Vì vậy gá dao cao
hơn tâm thuận lợi cho quá trình gia công thô.
Gá dao thấp hơn tâm máy là
việc gá dao có mặt đáy thực thấp hơn mặt đáy lý thuyết một khoảng h, khi gá cao
hơn tâm góc trước γc sẽ nhỏ hơn góc trước lý thuyết γlt một góc là μ, còn góc sau αc
sẽ lớn hơn góc sau lý thuyết αlt một góc là μ.
Ta có γc= γlt- μ,
αc= αlt+ μ
Khi góc trước giảm, ma sát trước giữa dao và phoi sẽ tăng, làm giảm tốc độ thoát
phoi, do đó làm tăng nhiệt cắt, lực cắt, giảm năng suất gia công. Nhưng góc sau
tăng lại làm giảm ma sát giữa dao và bề mặt chi tiết đã gia công, do đó làm tăng
chất lượng chi tiết gia công.Vì vậy gá dao thấp hơn tâm thuận lợi cho quá trình gia
công tinh.
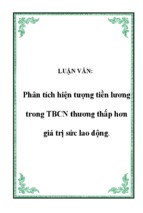
Câu 25: Ngồn gốc sinh lực
R
Q2
Q1
T1
T2
N1
N2
Xét trên mặt trước có các thành phần lực
+Lực ma sát T1 giữa phoi và mặt trước của dao
+Lực pháp tuyến N1
Q1 = T1 + N1 là nguồn sinh lức thứ nhất.
Xét tại mặt saucos
+Lực ma sát T2 giữa bề măt chi tiết đã gia công và mặt sau của dao
+Lực pháp tuyến N2
Q2 = T2 + N2 là nguồn sinh lực thứ 2
Lực tác động lên quá trình cắt là tổng hợp lức của Q1 và Q2 ; R = Q1 + Q2
Câu 12 : Vẽ và trình bày khái niệm về thông số của lớp cắt và các yếu tố của
chế độ cắt khi khoan?
+ Các yếu tố chế độ cắt
Chuyển động cắt chính khi khoan là chuển động quay của dao hoặc đôi khi là
chuyển động quay cua phôi,còn chuyển động chạy dao là dịch chuyển của dao
hoặc chi tiết dọc theo tâm của dao
Tốc độ cắt khi khoan là tốc độ vòng của điểm xa nhất cách tâm dao khoan hoặc là
tốc độ được tính theo đường kính của dao khoan
Trong đó:
D đường kính dao khoan mm
n số vòng quay của dao khoan trong 1 phút v/ph
lượng chạy dao là lượng dịch chuyển của dao dọc theo tâm sau 1 vòng quay của nó
s(mm/vòng) vì dao khoan có 2 lưỡi cắt chính cho nên lượng chạy dao của mỗi lưỡi
bằng
Lượng chạy dao theo phút
Chiều sâu cắt t khi khoan xác định theo đường kính dao khoan
T = D/2
Còn khi khoan mở rộng t được xác định theo công thức đường kính
T = (D-d)/2
d đường kính lỗ trước khi khoan mở rộng
+ các yếu tố lớp cắt
Chiều dày và bề rộng cắt khi khoan được xác định theo công thức
Chiều dày cắ được đo theo phương vuông góc với lưỡi cắt chính, còn bề rộ cắt dọc
theo lưỡi cắt chính
Diện tích của tiết diện cắt ngang của 1 lưỡi cắt
Câu 11 Trình bày các nhân tố ảnh hưởng đến nhiệt cắt ?
* ) Chế độ cắt ( s,v,t )
Vận tố cắt v: khi vận tốc cắt tăng nhiệt độ trong vùng cắt tăng, tuy nhiên nhiệt
độ trong vùng cắt tăng chậm
Chiều sâu cắt t: t tăng làm cho lực cắt tăng và nhiệt tăng, nhưng chiều dài phần
làm việc của lưỡi cắt tăng do đó sự tỏa nhiệt cũng tốt hơn do vậy nhiệt độ cắt tăng
chậm
-
Lượng chạy dao s: khi lượng chạy dao tăng thì nhiệt cắt tăng,
Mặt khác khi s tăng chiều dày cắt a tăng , khả năng thoát nhiệt tốt hơn do vậy nhiệt
độ cắt tăng nhưng ở mức độ thấp
* ) thông số hình học
Góc trước: khi góc trước tăng lực cắt giảm, lực ma trước sát giam, nhiệt cắt
giảm
-
Góc sau: khi góc sau tăng lực ma sát sau giảm nhiệt cắt giảm
Bán kính mũi dao: r tăng làm tổng biến dạng trong quá trình cắt tăng do vậy
lực cắt tăng nhiệt cắt tăng
-
Góc nghiêng chính
tăng 45 đến 60 độ thì nhiệt cắt giảm
70 độ thì nhiệt cắt tăng do tổng biến dang tăng lực cắt tắng
* ) vật liệu gia công:
-
Vật liệu dòn nhiệt cắt giảm
-
Vật liệu dẻo nhiệt cắt tăng
* ) vật liệu làm dao: phụ thuộc vào hệ số ma sát giữa vật liệu dao và vật liệu gia
công
* ) tiết diện than dao
Hinh chư nhật giảm nhiệt tốt
Hình tròn giảm nhiêt chậm
* dung dịch trơn nguội: sử dụng ddtn lien tục làm giảm lực giảm nhiệt
Câu 26:Nêu các nhân tố ảnh hưởng tới nhiệt cắt?cho biết ảnh hưởng của nhiệt
đến quá trình cắt và cách khắc phục?
Các nhân tốố ảnh hưởng tới nhiệt cắốt:
+chế độ cắt(S,V,T).
+thông số hình học phần cắt.
+vật liệu gia công.
+vật liệu làm dao.
+tiết diện thân dao.
+dung dịch trơn nguội.
ảnh hưởng của nhiệt tới quá trình cắốt:
+làm biến dạng,sai số kích thước của chi tiết gia công=>chất lượng bề mặt bị giảm.
+nhiệt cắt lớn=>cháy bề mặt chi tiết vừa gia công,gây ra hiện tượng chai cứng bề
mặt.
+làm cho diện tích vùng biến dạng dẻo rộng ra.
+nhiệt cắt lớn làm cho phoi bị chảy 1 phần và tách ra bám dính lên bề mặt dao
=>lẹo dao hình thành.
Cách khắốc phục:
+chọn chế độ cắt hợp lý
+dùng dung dịch trơn nguội
+chọn vật liệu làm dao,tiết diện thân dao,thông số hình học phần cắt hợp lý với vật
liệu cần gia công.
Câu 35 : Trình bày về các loại vật liệu hạt mài?
Trả lời:
1, Kim cương: có độ cứng cao,có độ dẫn nhiệt cao nên nhiệt độ mài thấp chất
lượng chi tiết đảm bảo.Vì vậy thường dùng kim cương làm bút thử đá, mài sắc
dụng cụ cắt, mài tinh các bề mặt yêu cầu.
Gồm 2 loại:
- Kim cương tụ nhiên
- Kim cương nhân tạo
2.Curun điện
Gồm 2 loại :
- Curun điện trắng
- Curun điện thường
3. SiC : thu đc do kết quả tác động tương hỗ giữa axit silic và cacbon trong lò điện
trở và hàm lượng chiếm từ 97 > 99% còn lại là tạp chất.
Đặc điểm: có độ cứng cao bề mặt nhẵn nên khó dính kết tốn hạt mài.SiC nguyên
chất không màu.
Gồm 2 loại:
- Sic xanh: 98 > 99% SiC
- Sic đen : 97 > 98% SiC
4. Cabit Bo: thu đc trong lò điện hồ quang do kết quả tác dụng tương hỗ giữa Bo
và cốc dầu mỏ ít tro.Có độ cứng cao chỉ sau kim cương và El-Bo có khả năng dẫn
nhiệt tốt,dùng để gia công thép hợp kim, hợp kim cứng và các vật liệu gia công.
Câu 36: Trình bày về các loại chất dính kết khi mài?
Trả lời:
Gồm 3 loại :
- Chất dính kết vô cơ: ceramic,siliccat
- Chất dính kết hữu cơ: Bakalit, vungganit
- Chất dính kết kim loại: Co
1.1: Keramic (gốm) : đc chế tạo từ đất sét chịu lửa fenspat,thach anh và một số
chất khác.
Đặc điểm : khả năng chịu nhiệt tốt,có độ cứng cao nhưng dòn,ngoài ra còn chịu tác
động hóa học với các chất khác.
Thường dùng để chế tạo đá mài có chiều dày lớn,không dùng để chế tạo đá
có chiều dày nhỏ và chịu tải trọng va đập
1.2: Bakelit : đc chế tạo từ nhựa tổng hợp bakelit
Đặc điểm : có độ cứng đàn hồi cao, có độ bền tốt , ít làm nóng chi tiết mài nhưng
độ bền nhiệt thấp và khi dung dich trơn nguội có chất kiềm quá 15% thì bakelit bị
phá hủy.Trên 200 độ C bakelit bị hóa dòn và đá mòn rất nhanh
Thường dùng chế tạo đá có chiều dày mỏng và thường dùng làm đá cắt.
1.3: Vunganit: là cao su tổng hợp có tính đàn hồi cao sức bền cơ học tốt ,thường
dùng chế tạo đá dẫn trong mài vô tâm
Nhược điểm: có độ xốp thấp,độ chịu nhiệt kém,bắt đầu hóa dẻo ở khoảng nhiệt độ
150>200 độ C. Vì vậy khi gia công bắt buộc dùng dung dich trơn nguội.Ngoài ra
có thể dùng để chế tạo đá cắt, đá xẻ với chiều dày từ 0.3–0.5 mm và đường kính từ
150-200mm.
Câu 27:trình bày tác dụng của lẹo dao trong quá trình cắt và biện pháp khắc
phục?
Trả lời:
Tác dụng của lẹo dao:
-Tác dụng có lợi:
+bảo vệ lưỡi cắt=>tăng độ bền của dao.
+khi góc trước γ tăng=>lực ma sát giảm=>tăng khả năng thoát phoi=>tăng năng
suất,có lợi cho quá trình gia công thô.
-tác dụng có hại:
+góc α giảm=>tăng lức ma sát=>giảm chất lượng bề mặt chi tiết sau gia công.
+do hiện tượng lẹo dao hình thành liên tục trong quá trình cắt nên gây ra rung
động làm giảm chất lượng gia công tinh.
Biện pháp khắc phục:
+Chọn chế độ cắt hợp lý
+giảm áp lực và nhiệt độ cắt lên mặt trước của dao sao cho :T< Q + S
+dùng dung dịch trơn nguội
Câu 37:Nêu dặc điểm của pp gia công răng ? trình bày đặc điểm và phạm vi
ứng dụng của pp phay bao hình ?
Đặc điểm của phương pháp gia công răng
+ diện tích lớp cắt thay đổi trên từng răng cắt làm cho lực cắt luôn luôn thay
đổi.
+ có nhiều răng đồng thời tham gia cắt nên lực cắt lớn.
+ tốc độ cắt thay đổi trên từng điểm cắt
+ lưỡi cắt có hoạt động phức tạp
+ các chuyển động trong quá trình cắt phức tạp nên thong số hình học của dao
không đạt giá
trị tối ưu.
+ dao đắt tiền vì cần tuổi bền của dao lớn và độ chính xác cao (dao phay bánh
răng chỉ chuyên dung phay bánh răng)
Pp phay định hình( chép hình)
- Là pp gia công bánh răng = dao phay hoặc chuốt có biên dạng lưỡi cắt
răng giống biên dạng rãnh giữa hai răng của brang cần gia công
- Các loại dao sử dụng là dao phay đĩa moodun,chuốt răng định hình…
- Ưu điểm:
+ qtrinh cắt đơn giản có thể sử dụng trên máy phay vạn năng chuyên
dung.
+ dùng đầu phân độ vạn năng hoặc đĩa chia độ đơn giản
+ cấu tạo các bánh răng có moodun >= 10
- Nhược điểm :
+ năng suất thấp vì mỗi lần cắt chỉ cắt đc 1 rãnh răng do phân độ.
+ độ chính xác thấp do độ chính xác của đồ gá thấp,do sai số của số răng
- ứng dụng : chủ yếu dùng sản xuất đơn chiếc,hàng loạt nhỏ hoặc sửa chữa
các bộ truyền độ chính xác k cao,moodun lớn.
câu 17 : nêu các loại rung động và nguyên nhân gây rung động trong
quá trình cắt.
Trả lời:
Có hai loại rung động trong quá trình cắt là:
- Rung động tự rung: Do nội lực gây ra
- Rung động cưỡng bức: Do ngoại lực gây ra.
Nguyên nhân gây ra rung động:
-
Rung động tự rung;
Do lực ma sát giữa phoi và mặt trước của dao.
Do lực ma sát giữa mặt sau của dao và bề mặt chi tiết đã gia công.
Cơ lý tính lớp bề mặt không đồng nhất.
Hiện tượng lẹo dao trong quá trình cắt.
Do biến dạng dẻo trong quá trình hình thành phoi.
Lượng dư gia công không đều.
Rung động cưỡng bức:
Do chi tiết máy có tham gia chuyển động quay không câm bằng.
- Do các chi tiết máy hay các cụm chi tiết: Bánh răng, trục, ổ... có khuyết tật.
- Do rung đọng lan truyền.
- Do gián đoạn của quá trình cắt.
Câu 18:Vẽ và giải thích các thành phần lực cắt khi phay bằng dao
phay mặt đầu.
GIẢI THÍCH CÁC THÀNH PHẦN LỰC:
- Pr: Lực hướng kính
Luôn có xu hướng hướng vào tâm dao gây võng hoặc uôốn trục dao. Vì v ậy Pr
được dùng để tnh toán bềền cho thân dao và tnh toán ổ trục chính của máy.
- Pz – Lực tềốp tuyềốn (lực cắốt chính)
Sinh ra bởi chuyển động cắốt chính của dao, tác động vào thân dao và hệ
thôống công nghệ nền được dùng để tnh toán bềền cho dao, độ cứng vững của hệ
thôống công nghệ, tnh công suâốt cắốt, mômen cắốt và ki ểm nghiệm chềố đ ộ cắốt.
- Pn – Lực chạy dao (lực nắềm ngang)
Tác động vào cơ câốu chạy dao luôn có su hướng cản trở chuyển động chạy
dao có chiềều cùng chiềều hoặc ngược chiềều với chiềều chạy dao phụ thuộc vào
phay thuận hoặc phay nghịch. Dùng để tnh toán bềền cho cơ câốu chạy dao.
- Pđ – Lực thẳng đứng
Có tác dụng nén hoặc nâng chi tềốt lền phụ thuộc vào phay thuận hoặc phay
nghịch. Dùng để tnh toán lực kẹp chi tềốt.
Câu 1 : vẽẽ và giải thích các thống ssos hình h ọc c ủa dao t ện ngoài v ới φ
= 45 ° ở trạng thái tnh
Trả
lời: N-N
+góc
trước: γ
:là vết
với
của dao
của mặt đáy
mặt trước
+ góc sau α : vết của mặt cắt chính.với mặt sau dao
+ góc sắc β : vết của mặt trước với mặt cắt chính.
+ góc sắc δ : là vết của mặt trước với mặt cắt chính.
+góc nghiêng chính : φ là góc của lưỡi cắt chính với bề mặt của phôi chưa gia
công.
+ góc nghiêng phụ : φ 1 là góc của lưỡi cắt phụ với bề mặt của phôi đã gia công.
+góc mũi dao: ε là góc của lưỡi cắt chính với lưỡi cắt phụ
N1-N1: tương tự
Quan hệ α β γ = 90 °
δ γ
=90 °
φ ε φ1
= 180 °
Câu 2: Trình bày hiện tượng ,nguyên nhân, và điều kiện hình thành lẹo
dao?
Trả lời :
Hiện tượng : trong quá trình cắốt kim loại, trền mặt trước của dao có câốu
trúc dạng kim tượng, có thể thay thềố lưỡi cắốt người ta gọi đó là hiện
tượng lẹo dao.
nguyền nhân: do áp lực và nhiệt cắốt lớn làm cho một phâền của nguyền tôố
phoi tách khỏi dải phoi di chuyển chậm lại, bám dính vào mặt trước của
dao và hình thành lẹo dao.
*
điều kiện:
-vecto T: lực ma sát giữa phoi và mặt trước của dao
-vecto S: lực thoát phoi
-vecto Q: lực liên kết trong nội bộ kim loại .
Vecto T < vecto Q+ vecto S ⇒ chưa hình thành lẹo dao.
Vecto T > vecto Q+ vecto S ⇒ hình thành lẹo dao.
n
T
W
H
S
- Xem thêm -