Luận văn tốt nghiệp thạc sĩ kỹ thuật
1
Chuyên ngành: Công nghệ CTM
PHẦN I: MỞ ĐẦU
1. Tính cấp thiết của đề tài
Trong chế tạo máy hiện nay có nhiều chi tiết chế tạo từ vật liệu khó gia công
có độ cứng và độ bền cao. Trong đó vật liệu hợp kim cứng được sử dụng rộng rãi
làm dao cắt, khuôn kéo sợi, khuôn dập và chi tiết máy.
Từ những năm 80 của thế kỷ XX đến nay, rất nhiều doanh nghiệp trong
nước đã trang bị các loại máy, thiết bị sử dụng công nghệ EDM nhằm cải tiến
phương pháp gia công, nâng cao giá trị của sản phẩm.
- Để nâng cao hiệu quả sử dụng loại máy này có nhiều cách nhưng theo hướng
công nghệ thì ta cần thiết lập chế độ công nghệ hợp lý để đạt được độ chính xác
kích thước cũng như năng suất gia công và chất lượng sản phẩm cao nhất. Điều này
các doanh nghiệp trong nước thường xác định dựa theo tài liệu kèm theo máy hoặc
theo kinh nghiệm. Do đó chưa thấy ra được ảnh hưởng của các thông số công nghệ
đến độ chính xác, năng suất và chất lượng gia công. Vì vậy mà hiệu quả khai thác,
sử dụng máy cũng hạn chế.
- Chế độ công nghệ gia công trên máy cắt dây phụ thuộc rất nhiều thành phần
hóa học của vật liệu chi tiết gia công cũng như tính dẫn điện và dẫn nhiệt. Do đó đối
với những loại vật liệu chi tiết gia công khác nhau (có độ cứng khác nhau) sẽ có chế
độ công nghệ gia công khác nhau. Trong đó vật liệu hợp kim cứng đang được sử
dụng rộng rãi làm dao cắt, khuôn kéo sợi, khuôn dập và chi tiết máy.
Việc gia công vật liệu hợp kim cứng bằng các phương pháp thông thường đòi
hỏi chi phí lớn, năng suất và chất lượng gia công không cao, nhưng sử dụng phương
cắt dây tia lửa điện thì rất hiệu quả. Do vậy việc tiến hành nghiên cứu “Nghiên cứu
ảnh hưởng của các thông số công nghệ đến chất lượng bề mặt khi gia công hợp
kim cứng BK8 bằng phương pháp cắt dây”. là rất cần thiết.
2. Mục đích, đối tượng và phương pháp nghiên cứu
2.1. Mục đích của đề tài
Xác định ảnh hưởng của các thông số ( Điện áp đánh lửa U i, độ kéo dài xung
Ton và khoảng cách xung toff ) khi cắt dây với vật liệu hợp kim cứng BK8 để đảm
bảo độ nhám theo yêu cầu.
2.2. Đối tượng nghiên cứu
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
2
Chuyên ngành: Công nghệ CTM
Máy: máy cắt dây CW322S .
Vật liệu gia công: Hợp kim cứng BK8.
Dây: Dây đồng có đường kính 0,25mm.
Đối tượng gia công: các biên dạng là đường thẳng và cung tròn.
Các thông số công nghệ nghiên cứu là: Điện áp đánh lửa Ui, độ kéo dài xung
Ton và khoảng cách xung Toff
2.3. Phương pháp nghiên cứu
Nghiên cứu lý thuyết kết hợp với thực nghiệm.
3. Ý nghĩa của đề tài
3.1. Ý nghĩa khoa học
Bằng cách nghiên cứu cơ sở lý thuyết kết hợp với thực nghiệm, đề tài đã đưa
ra được các hàm toán học mô tả mối quan hệ giữa điện áp đánh lửa U i, cường độ
dòng điện Ie, độ kéo dài xung Ton và khoảng cách xung Toff với độ nhám bề mặt khi
gia công hợp kim cứng BK8, từ đó đưa ra cơ sở cho việc tối ưu hoá quá trình cắt
cũng như cho các nghiên cứu khác của quá trình cắt.
Làm cơ sở cho việc nghiên cứu các khía cạnh khác của quá trình gia công bằng
tia lửa điện.
Đề tài góp phần vào việc hoàn thiện việc xác định và điều chỉnh các thông số
công nghệ khi gia công trên máy cắt dây nói chung và gia công hợp kim cứng BK8
trên máy cắt dây nói riêng.
3.2. Ý nghĩa thực tiễn
Kết quả nghiên cứu xây dựng chế độ cắt tối ưu khi gia công trên máy cắt
dây EDM -CNC có ý nghĩa thực tiễn trong nghiên cứu khoa học cũng như trong sản
xuất như sau:
- Giúp cho việc lựa chọn chế độ công nghệ khi gia công hợp kim cứng trên máy
cắt dây được hợp lý hơn, hiệu quả khai thác, sử dụng máy tốt hơn. Góp phần vào
việc nâng cao chất lượng và hạ giá thành sản phẩm. Đây là một yếu tố có ý nghĩa rất
lớn đối với sự phát triển của doanh nghiệp trong môi trường sản xuất kinh doanh
luôn phải đối mặt với sự cạnh tranh khốc liệt hiện nay trên thị trường cũng như
trong quá trình hội nhập.
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
3
Chuyên ngành: Công nghệ CTM
- Đạt được khả năng cho năng suất cao nhưng vẫn đảm bảo chất lượng bề mặt
theo yêu cầu khi gia công hợp kim cứng trong sản xuất, ngay cả khi số lượng sản
phẩm không nhiều.
4. Nội dung luận văn
Xuất phát từ đề tài nghiên cứu, ngoài phần mở đầu, kết luận chung và các
phụ lục luận văn này có nội dung như sau:
Chương 1. Tổng quan về gia công tia lửa điện
- Nghiên cứu tổng quan về kỹ thuật EDM
Chương 2. Nghiên cứu ảnh hưởng các thông số công nghệ đến năng suất,
chất lượng bề mặt khi gia công trên máy cắt dây.
- Nghiên cứu cơ sở lý thuyết về quá trình cắt và các hiện tượng xảy ra
trong quá trình cắt .
- Nghiên cứu sự ảnh hưởng của các yếu tố công nghệ đến quá trình cắt.
Chương 3. Thực nghiệm nghiên cứu ảnh hưởng của một số thông số công nghệ
đến chất lượng bề mặt khi gia công hợp kim cứng BK8 trên máy cắt dây EDM
- Thiết lập thí nghiệm.
- Xây dựng mô hình toán xác định độ nhám bề mặt khi gia công hợp kim
cứng BK8 bằng máy cắt dây.
- Nghiên cứu thực nghiệm xây dựng hàm toán học biểu diễn mối quan hệ
giữa chế độ công nghệ với độ nhám bề mặt khi gia công hợp kim cứng BK8.
Chương 4: Kết luận chung và khuyến nghị.
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
4
Chuyên ngành: Công nghệ CTM
PHẦN II: NỘI DUNG
Chương 1 TỔNG QUAN VỀ GIA CÔNG TIA LỬA ĐIỆN
1.1. Đặc điểm của phương pháp gia công tia lửa điện.
Gia công tia lửa điện là phương pháp gia công bằng cách phóng điện ăn mòn
trên cơ sở tác dụng nhiệt của xung điện được tạo ra do sự phóng điện giữa 2 điện
cực.
1.2. Các phương pháp gia công tia lửa điện
Ngày nay, trong gia công cơ khí trên thế giới có 2 phương pháp gia công tia lửa
điện chủ yếu, được ứng dụng rộng rãi và đã có những đóng góp đáng kể cho sự phát
triển về khoa học kỹ thuật của nhân loại đó là: phương pháp gia công xung định
hình và phương pháp gia công cắt dây bằng tia lửa điện EDM.
1.3. Cơ sở của phương pháp gia công tia lửa điện
1.4. Các yếu tố ảnh hưởng đến quá trình gia công tia lửa điện
1.5. Lượng hớt vật liệu khi gia công tia lửa điện
Các yếu tố tác đông lên lượng hớt vật liệu là:
- Điện áp phóng tia lửa điện Ue
- Dòng phóng tia lửa điện Ie
- Thời gian phóng tia lửa điện te
Từ đẳng thức của năng lượng phóng tia lửa điện: We=Ue.Ie.te
Ta thấy rằng, dưới điều kiện bình thường thì khi Ue, Ie, te càng lớn thì năng lượng
phóng tia lửa điện càng lớn.
Trong thực tế, lượng hớt vật liệu có thể được xác định thông qua các thông số
điều chỉnh là: I, ti, to, và Ui.
1.6. Chất lượng bề mặt
Chất lượng bề mặt gia công của 1 sản phẩm gia công tia lửa điện được đánh giá
dựa trên các tiêu chí sau:
- Độ nhám bề mặt Rz, Ra.
- Vết nứt tế vi trên bề mặt.
- Các ảnh hưởng về nhiệt của lớp bề mặt.
1.7. Độ chính xác tạo hình khi gia công tia lửa điện
Độ chính xác khi gia công bằng tia lửa điện phụ thuộc vào nhiều yếu tố như:
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
5
Chuyên ngành: Công nghệ CTM
- Độ chính xác của máy (bao gồm: độ ổn định về cơ, độ cứng vững của hệ
thống công nghệ, độ chính xác về vị trí, hệ thống dẫn hướng, các con
trượt, ...). Điều này chủ yếu phụ thuộc vào thiết bị mà không chịu ảnh hưởng
của các yếu tố bên ngoài khác. Do đó, người sử dụng ít cần quan tâm tới yếu
tố này, chủ yếu chỉ quan tâm tới việc sử dụng chất dung môi thích hợp để giữ
nhiệt độ gia công được ổn định trong quá trình gia công.
1.8. Các hiện tượng xấu khi gia công tia lửa điện
Với mục đích nâng cao hiệu quả gia công và nâng cao chất lượng sản phẩm, ta
phải tiến hành nghiên cứu và tìm hiểu các hiện tượng xấu và nguyên nhân của nó
trong quá trình gia công tia lửa điện. Các hiện tượng chủ yếu thường gặp là:
1.9. Các yếu tố không điều khiển được
Ngoài các yếu tố đã nêu ở trên ảnh hưởng tới quá trình gia công tia lửa điện thì
còn có các yếu tố khác không điều khiển được trong quá trình gia công. Đó là các
yếu tố nhiễu như:
1.10. Chất điện môi trong gia công tia lửa điện
1.11 Hợp kim cứng và gia công hợp kim cứng
C¸c HKC ®îc chÕ t¹o b»ng ph¬ng ph¸p luyÖn kim bét (hîp kim bét) nghÜa lµ
lo¹i hîp kim kh«ng qua nÊu ch¶y. Thµnh phÇn HKC gåm: C¸c lo¹i bét c¸cbÝt kim
lo¹i (c¸cbÝt Volfram, c¸cbÝt titan, c¸cbÝt tantan, cacbÝt Hafini (H fC)… vµ chÊt dÝnh
kÕt (thêng lµ c«ban). C¸c lo¹i bét ®îc trén theo tû lÖ sau ®ã ®îc Ðp thµnh c¸c d¹ng
kh¸c nhau råi thiªu kÕt trong m«i trêng kh«ng cã «xy.
HiÖn nay, hîp kim cøng ®îc dïng nhiÒu vµ phæ biÕn trong c«ng nghiÖp. So
víi c¸c lo¹i vËt liÖu dông cô th«ng dông th× hîp kim cøng lµ lo¹i vËt liÖu cã ®é cøng
cao nhÊt (80-90 HRA) vµ chÞu nhiÖt ®é cao (80010000C). Do ®ã, dông cô b»ng hîp
kim cøng cã thÓ c¾t víi tèc ®é c¾t cao (Vc > 100m /ph).
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
6
Chuyên ngành: Công nghệ CTM
KẾT LUẬN CHƯƠNG I
- Gia công tia lửa điện là sự tách vật liệu nhờ tia lửa điện, khi các tia lửa điện
được phóng ra, vật liệu mặt phôi sẽ bị hớt đi bởi một quá trình điện - nhiệt
thông qua sự nóng chảy và bốc hơi kim loại.
- Phương pháp này đã xuất hiện trên thế giới trong nửa thế kỷ qua, nó ra đời đã
đáp ứng được những yêu cầu về sự phát triển của sản phẩm trong thời đại ngày
nay. Khi nhu cầu về các vật liệu cứng, lâu mòn và siêu cứng sử dụng cho các
tuabin máy điện, động cơ máy bay, dụng cụ, khuôn mẫu,...không ngừng tăng
lên mà việc gia công những vật liệu đó bằng công nghệ cắt gọt thông thường
là vô cùng khó, đôi khi là không thể thực hiện được.
- Các yếu tố công nghệ sử dụng trong gia công tia lửa điện như dòng điện, điện
áp, thời gian tác dụng của dòng điện, điện cực, chất điện môi,...có ảnh hưởng
rất lớn và phức tạp đến hiệu quả của quá trình cắt. Vì vậy cần phải nghiên cứu
và thiết lập các ảnh hưởng đó đối với từng loại vật liệu, từng máy gia công góp
phần nâng cao hiệu quả khai thác và sử dụng các thiết bị, đặc biệt làm nâng cao
năng suất và chất lượng gia công.
- Gia công hợp kim cứng bằng phương pháp cắt dây tia lửa điện là phương
pháp gia công tiến tiến. Vì hợp kim cứng là vật liệu gia công có độ cứng cao
và khó gia công. Do vậy việc tiến hành nghiên cứu “Nghiên cứu ảnh hưởng
của các thông số công nghệ đến chất lượng bề mặt khi gia công hợp kim
cứng BK8 bằng phương pháp cắt dây”. là rất cần thiết và có khả năng ứng
dụng vào thực tiễn cao.
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
7
Chuyên ngành: Công nghệ CTM
Chương 2
MÁY CẮT DÂY VÀ CÁC THÔNG SỐ ĐIỀU CHỈNH
TRONG QUÁ TRÌNH GIA CÔNG
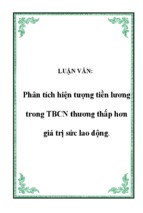
2.1. Sơ bộ về máy cắt dây tia lửa điện
Máy cắt dây tia lửa điện (EDM Wire Cutting) là một thiết bị gia công tia lửa điện
bằng cách sử dụng điện cực là một dây mảnh có đường kính từ 0,1mm đến 0,3mm
chạy liên tục theo một contour cho trước theo một chương trình lập sẵn. Sơ đồ một
máy gia công tia lửa điện có dạng như sau:
11
1
12
2
3
4
5
6
7
8
9
10
Hình 2.1- Sơ đồ máy cắt dây
Trong đó các cụm thiết bị chính gồm:
1- Phần đầu máy
6- Dẫn hướng bàn công tác
2- Phần thân máy
7- Thùng chứa chất điện môi
3- Bộ phận tạo góc nghiêng cắt
8- Bệ máy
4- Dẫn hướng dây trên
9- Bảng điện
5- Lô quấn dây
10- Tủ điều khiển
6- Bàn công tác
11-Bể làm việc
2.3. Điện cực và vật liệu điện cực
2.4. Sự thoát phoi trong cắt dây tia lửa điện
Trong quá trình gia công sự thoát phoi là rất cần thiết với mục đích làm tăng khả
năng cách điện của chất điện môi, làm nguội điện cực và chi tiết gia công.
2.5. Nhám bề mặt khi cắt dây
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
8
Chuyên ngành: Công nghệ CTM
Trong gia công cắt dây tia lửa điện khi xét mặt cắt vuông góc với dây điện cực
tại mặt phẳng cắt ta có thể dễ dàng nhận thấy có 2 kiểu khe hở phóng điện tồn tại
đồng thời
2.6. Các thông số về điện trong điều khiển máy cắt dây tia lửa điện
Dòng phóng tia lửa điện Ie có ảnh hưởng lớn nhất lên chất lượng bề mặt và lượng
hớt vật liệu (năng suất). Dòng Ie càng mạnh thì lượng hớt vật liệu càng lớn và độ
nhám bề mặt cũng càng lớn (độ bóng càng nhỏ).
KẾT LUẬN CHƯƠNG II
- Cắt dây bằng tia lửa điện (EDM) là phương pháp chủ yếu đựơc sử dụng để chế
tạo các lỗ định hình trong khuôn đột dập, các điện cực dùng cho gia công xung định
hình, các dưỡng kiểm, các hình dáng 3D, các côngtua phức tạp,...
- Khi gia công bằng cắt dây nói chung có ưu điểm là: độ chính xác cao, thao tác
vận hành đơn giản. Tuy nhiên, chất lượng bề mặt và năng suất gia công phụ thuộc
rất nhiều vào các yếu tố công nghệ. Vì vậy cần nghiên cứu và thiết lập những mối
quan hệ cụ thể giữa các yếu tố đó với năng suất và chất lượng bề mặt khi gia công.
- Ở nước ta, các công trình nghiên cứu về sự ảnh hưởng của các thông số công
nghệ đến quá trình gia công trên máy cắt dây còn ít, chưa theo kịp với sự phát triển
của máy móc và nhu cầu sản xuất. Đây cũng chính là nguyên nhân để tác giả lựa
chọn hướng đề tài này.
- Các ảnh hưởng của các thông số đầu vào
Mục tiêu của thí nghiệm là nghiên cứu ảnh hưởng của ba thông số T on, Toff,
U trong gia công cắt dây tia lửa điện.
+ Điện áp đánh tia lửa điện U: Đây là điện áp cần thiết để có thể dẫn đến
phóng tia lửa điện, điện áp đánh lửa U càng lớn thì phóng điện càng nhanh và khe
hở phóng điện càng lớn..
+ Độ kéo dài xung Ton (on time): thời gian kéo dài xung cũng ảnh hưởng lớn
đến năng suất và chất lượng bề mặt gia công. Lượng hớt vật liệu tăng lên khi độ kéo
dài xung tăng, nhưng đến một mức độ nào đó rồi sẽ giảm cho dù độ kéo dài xung
vẫn tăng và kéo theo nó nhám bề mặt sẽ tăng lên.
+ Khoảng cách xung T0ff (off time): Đây là tham số có ảnh hưởng không nhỏ
đến năng suất, chất lượng bề mặt cũng như độ chính xác kích thước.
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
9
Chuyên ngành: Công nghệ CTM
Chương 3
THỰC NGHIỆM NGHIÊN CỨU ẢNH HƯỞNG CỦA CÁC THÔNG SỐ
CÔNG NGHỆ ĐẾN NĂNG SUẤT VÀ CHẤT LƯỢNG BỀ MẶT KHI GIA
CÔNG HỢP KIM CỨNG TRÊN MÁY CẮT DÂY EDM
3.1. Thiết kế thí nghiệm
Mục đích của việc xây dựng thí nghiệm là nghiên cứu ảnh hưởng của các yếu tố
công nghệ đến chất lượng bề măt và ảnh hưởng của chúng tới khe hở phóng điện
nhằm mục đích tăng năng suất, tăng độ chính xác gia công.
3.1.1. Các giả thiết của thí nghiệm
Các thí ngiệm được thiết kế với những giả thiết sau đây:
- Chất lượng chất dung môi và điều kiện dòng chảy chất điện môi trong tất cả
các thí nghiệm là như nhau.
- Tiết diện dây coi như không đổi trong suốt quá trình thực hiện thí nghiệm.
- Nhiệt độ môi trường gia công luôn luôn ổn định và bằng nhiệt độ trong
phòng gia công.
- Tổng hợp các nhiễu ảnh hưởng đến chất lượng bề mặt gia công là ổn định và
không đổi trong suốt quá trình thực hiện thí nghiệm.
3.1.2. Lý thuyết thí nghiệm
Để khảo sát chi tiết ảnh hưởng của các thông số thí nghiệm đến hàm mục
tiêu, một phương pháp thực nghiệm “bề mặt chỉ tiêu” (Response Surface
Methodology-RSM) đã được áp dụng. Phương pháp bề mặt chỉ tiêu (RSM) là cách
thức khảo sát và tìm vùng cực trị hoặc vùng đáp ứng các giá trị xác định cho hàm
mục tiêu bằng cách xây dựng các bề mặt chỉ tiêu. Kế hoạch thực nghiệm BoxBehnken dạng tâm xoay-mặt (Face-centered Design) được lựa chọn do các ưu việt
của nó, bao gồm:
- Số điểm thí nghiệm cho mỗi thông số là 5, đủ mịn để xây dựng hàm hồi
quy bậc cao cho quan hệ vào-ra;
- Số thí nghiệm cho mỗi lần lặp ít;
- Không có điểm thí nghiệm vượt ra ngoài khoảng giữa hai mức đã thiết lập
cho mỗi biến. Nguyên nhân là do RSM được thiết kế với mục đích tối ưu hóa,
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
10
Chuyên ngành: Công nghệ CTM
nhưng vị trí điểm cực trị lại chưa biết trước. Thiết kế tâm xoay-mặt đảm bảo cơ hội
ngang bằng cho các dự đoán về vị trí điểm cực trị theo mọi phương.
3.1.3. Điều kiện thực hiện thí nghiệm
Tất cả các thí nghiệm đều được thực hiện tại trung tâm thí nghiệm của trường Đại
Học KTCN Thái Nguyên, dưới những điều kiện cố định sau:
3.1.4. Thiết bị thí nghiệm
Thiết bị sử dụng cho thí nghiệm là máy cắt dây có ký hiệu CW322S do hãng
CHMER EDM - CHING HUNG MECHINERY & ELECTRIC INDUSTRIAL CO.
LTD - TAIWAN sản xuất với các đặc tính kỹ thuật như sau (Bảng 3.1):
1
7
2
8
3
9
4
10
5
11
6
12
Hình 3.1- Máy cắt dây CW322S
Trong đó:
1- Cụm điều chỉnh trên
7- Khoá trục Z
2- Cụm điều chỉnh dưới
8- Điều chỉnh chuyển động trục Z
3- Block tạo lực căn dây
9- Bánh xe dẫn hướng trên
4- Cụm lô quấn dây
10- Giới hạn biên độ trên
5- Bộ phận dẫn động lô quấn dây
11- Giới hạn biên độ dưới
6- Động cơ điều chỉnh bước dây
12- Bánh xe dẫn hướng dưới
3.1.5. Vật liệu gia công
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
11
Chuyên ngành: Công nghệ CTM
Hơp kim cứng (BK8).
Độ cứng: HRA 82 - 90 (HRC 70 - 75).
Kích thước: 80x30x4
Thành phần hoá học: cho trong Bảng 3.2
Bảng 3.2- Thành phần hoá học các nguyên tố
Mác hợp
Thành phần hoá học, %
Cơ tính
Ký hiệu theo
kim
WC
BK8
92
3.1.6. Thiết bị đo
TCVN
Co
8
b (MPa)
1600
HRC
87,5
WCCo8
♦ Kết quả thí nghiệm được hiển thị trên máy tính điều khiển máy cắt dây CW322S
như thời gian cắt, chiều dài cắt, bước tiến dây.
♦ Kết quả đo kích thước được đo trên máy đo tọa độ 3 chiều C544 do Nhật Bản
cung cấp, đây là máy đo được kích thước có độ chính xác rất cao cỡ 0,1 μm. Máy
sử dụng đầu đo MH20i và cảm biến chạm TP-20 do hãng Renishaw – Anh Quốc
sản xuất.
♦ Máy đo độ nhám SJ-201 của hãng Mitutoyo Trung tâm Thí nghiệm trường Đại
học Kỹ thuật Công nghiệp.
3.2. Triển khai thí nghiệm
3.2.1. Mô hình định tính quá trình cắt dây tia lửa điện
Quá trình cắt dây tia lửa điện được mô tả bao gồm các thông số đầu vào là các
thông số về điện như dòng điện Ie, điện áp xung Ui, độ kéo dài xung Ton, khoảng
cách xung T0ff … và các thông số điện cực, về dung dịch điện môi, chương trình gia
công và các loại nhiễu trong quá trình gia công. Đầu ra là các yếu tố như kích thước
gia công, độ bóng bề mặt, năng suất gia công.
3.2.2 Các thông số đầu vào của thí nghiệm
Mục tiêu của thí nghiệm là nghiên cứu ảnh hưởng của cả ba thong số T on,
Toff, U trong gia công cắt dây tia lửa điện.
Mỗi mẫu thí nghiệm được gia công trong một chế độ gia công (với các thông
số điều khiển) nhất định, các thông số điều khiển này sẽ thay đổi trong khoảng điều
chỉnh cho phép của thiết bị thí nghiệm và được tập hợp để tính toán, từ đó đánh giá
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
12
Chuyên ngành: Công nghệ CTM
được ảnh hưởng của các yếu tố đó đến nhám bề mặt, năng suất cắt và sai số biên
dạng.
Nhóm thí nghiệm này được thiết kế với 3 thông số có ảnh hưởng lớn tới độ
nhám và năng suất gia công đó là: thời gian đóng xung (T on), thời gian ngắt xung
(Toff) và hiệu điện thế phóng điện (U).
- Điện áp đánh tia lửa điện U: Đây là điện áp cần thiết để có thể dẫn đến
phóng tia lửa điện, điện áp đánh lửa U càng lớn thì phóng điện càng nhanh và khe
hở phóng điện càng lớn. Trong thí nghiệm ta chọn U với các trị số là:
Umin = 40V÷Umax = 50V.
- Độ kéo dài xung Ton (on time): thời gian kéo dài xung cũng ảnh hưởng lớn
đến năng suất và chất lượng bề mặt gia công. Lượng hớt vật liệu tăng lên khi độ kéo
dài xung tăng, nhưng đến một mức độ nào đó rồi sẽ giảm cho dù độ kéo dài xung
vẫn tăng và kéo theo nó nhám bề mặt sẽ tăng lên. Thực tế sản xuất thường dùng
1μs≤ Ton ≤ 2μs
- Khoảng cách xung T0ff (off time): Đây là tham số có ảnh hưởng không nhỏ
đến năng suất, chất lượng bề mặt cũng như độ chính xác kích thước. Khi khoảng
cách xung càng lớn thì lượng hớt vật liệu phôi càng nhỏ và ngược lại. Tuy nhiên,
nếu khoảng cách xung phải đủ lớn để dung dịch chất điện môi có đủ thời gian thôi
ion hóa và dòng chảy điện môi có đủ thời gian vận chuyển hết phoi ra khỏi vùng gia
công cũng như làm nguội bề mặt gia công. Thực tế trên máy chỉ sử dụng
15μs≤Toff≤25μs.
- Vật liệu gia công: vật liệu gia công cũng có những ảnh hưởng lớn tới năng
suất và độ bóng bề mặt. Tuy nhiên, để đơn giản hoá bài toán tác giả đã chọn một
loại vật liệu gia công trong chế tạo máy để nghiên cứu đó là hợp kim cứng (BK8)
chiều dày 4 mm.
- Điện cực và dòng chảy chất điện môi: Để tập trung nghiên cứu ảnh hưởng
của các thông số công nghệ Ton, Toff, U, đến độ nhám và năng suất cắt. Ở đây tác
giả giả thiết các thí nghiệm được thực hiện ở cùng một điện cực gia công. Đó là
điện cực đồng, đường kính d = 0,25mm và được ngâm trong dung dịch điện môi.
Các điều kiện này phù hợp với điều kiện thực tế tại phòng thí nghiệm. Bảng 3.4 thể
hiện phạm vi khảo sát các biến thực nghiệm:
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
13
Chuyên ngành: Công nghệ CTM
Bảng 3.4 phạm vi khảo sát các biến thực nghiệm:
Mức Biến
Mã hóa
Điện áp đánh tia lửa điện U
Độ kéo dài xung Ton (on time):
Khoảng cách xung Toff (off time):
Thấp nhất
-1
40
1
15
Trung bình
0
45
1,5
20
Cao nhất
+1
50
2
25
3.3 Ảnh hưởng của các thông số gia công đến nhám bề mặt.
Ta lựa chọn kế hoạch thực nghiệm Box-Behnken dạng tâm xoay-mặt (Facecentered Design) được lựa chọn do các ưu việt của nó, bao gồm:
- Số điểm thí nghiệm cho mỗi thông số là 5, đủ mịn để xây dựng hàm hồi
quy bậc cao cho quan hệ vào-ra;
- Số thí nghiệm cho mỗi lần lặp ít;
- Không có điểm thí nghiệm vượt ra ngoài khoảng giữa hai mức đã thiết lập
cho mỗi biến. Nguyên nhân là do RSM được thiết kế với mục đích tối ưu hóa,
nhưng vị trí điểm cực trị lại chưa biết trước. Thiết kế tâm xoay-mặt đảm bảo cơ hội
ngang bằng cho các dự đoán về vị trí điểm cực trị theo mọi phương.
Phần mềm Minitab® được chọn để xây dựng kế hoạch thí nghiệm và phân
tích số liệu.
Cách thức khai báo các biến thí nghiệm cho bước khởi tạo kế hoạch thí
nghiệm được minh họa trên hình 3.4
Hình 3.4 Khai báo biến thí nghiệm cho thiết kế Box-Behnken
Trên hình 3.3, ta khai báo các giá trị giới hạn cho vùng khảo sát cho mỗi biến
thí nghiệm. Thông số Độ kéo dài xung T on được gán cho biến A (Factor A), có tên
(Name) được đặt là Ton, giá trị dưới (Low) là 1; giá trị trên (High) là 2. Tương tự
như vậy cho biến B, được gán cho thông số Khoảng cách xung T off (off time); biến
C được gán cho thông số Điện áp đánh tia lửa điện U.
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
14
Chuyên ngành: Công nghệ CTM
Kết quả ma trận thí nghiệm thu được được trình bày trong bảng 3.5
Trong bảng 3.5, cột thứ nhất, StdOrder hiển thị thứ tự các thí nghiệm theo
“tiến trình chuẩn” (Standard Order). Tiến trình chuẩn là thứ tự các thí nghiệm được
xác lập theo lý thuyết quy hoạch thực nghiệm. Để đảm bảo nguyên tắc ngẫu nhiên
hóa, ta thực hiện các thí nghiệm theo thứ tự được liệt kê trong cột RunOrder. Cột
PtType cho biết thông tin về dạng điểm thí nghiệm (Point Type). Giá trị 0 cho biết,
điểm thí nghiệm là điểm nằm ở tâm thí nghiệm CCD; các giá trị 2 cho biết các điểm
thí nghiệm tương ứng là điểm nằm ở góc thiết kế thí nghiệm (các thông số có giá trị
giới hạn như đã xác lập). Các điểm thí nghiệm này nằm cách tâm thí nghiệm (điểm
0) một khoảng α =1, được xác định nhằm đảm báo tính chất “xoay được” của thiết
kế Box-Behnken.
Toàn bộ 15 thí nghiệm có thể thực hiện trong cùng một ca máy, trong điều
kiện gia công như nhau. Ta đã xác lập số khối thí nghiệm bằng 1. Do vậy, cột
Blocks trong bảng 3.5 có giá trị các ô như nhau và bằng 1. Các cột T on (μs), Toff
(μs), U (v), có tên là tên biến thí nghiệm đã khai báo. Các giá trị trong cột này được
tính toán theo mức xác lập cho các biến tại từng điểm thí nghiệm.
Bảng kế hoạch 3.5 có 15 hàng, tức là ta cần thực hiện ít nhất 15 thí nghiệm
theo thứ tự đã liệt kê trong cột RunOrder. Mỗi thí nghiệm có các biến T on, Toff, U,
được xác lập theo giá trị đã ghi trong ô tương ứng của các cột T on, Toff, U trong
bảng 3.5.
Bảng 3.5. Kế hoạch thí nghiệm tối ưu hóa nhám bề mặt theo Ton, Toff, U
Lần lượt tiến hành các thí nghiệm, thu thập kết quả và ghi lại giá trị vào
cột bổ sung của bảng thí nghiệm đã có, ta thu được kết quả như trình bày trong
bảng 3.6.
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
15
Chuyên ngành: Công nghệ CTM
Bảng 3.6. Kết quả thí nghiệm nghiệm tối ưu hóa nhám bề mặt theo Ton, Toff, U
Trong bảng 3.6, cột Ra thống kê các giá trị nhám bề mặt Ra đo bằng μm; ứng
với từng thí nghiệm đã được thực hiện. Để giảm bớt sai số, toàn bộ 15 thí nghiệm
đã được lặp lại 3 lần. Sau khi thực hiện hết 15 thí nghiệm và ghi lại kết quả R a, 15
thí nghiệm khác cũng đã được thực hiện lại hai lần nữa. Để tiết kiệm không gian
trình bày, kết quả Ra trong bảng 3.6 là giá trị trung bình của ba lần lặp đã thực hiện.
Sử dụng chức năng phân tích kết quả thí nghiệm (Analyze Response Surface
Design) của phần mềm thiết kế thí nghiệm Minitab®, thu được kết quả như trên
hình 3.5
Hình 3.5 Phân tích kết quả thí nghiệm tối ưu nhám bề mặt theo Ton, Toff, U
Quan sát kết quả phân tích phương sai (Analysis of Variance), nhận thấy
thành phần bậc nhất (Linear) của mô hình hồi quy có ý nghĩa thống kê (giá trị p
bằng 0,014; nhỏ hơn nhiều so với mức ý nghĩa thông thường là 0,05). Quan sát giá
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
16
Chuyên ngành: Công nghệ CTM
trị p của phân tích mức độ không phù hợp của mô hình (Lack-of-Fit), do giá trị p
(bằng 0,213) lớn hơn nhiều so với mức thông thường (0,05), do vậy có thể kết luận
là dạng mô hình hồi quy kiểu bậc 2 là phù hợp.
Trên hình 3.5 nhận thấy, các hệ số bậc cao của phương trình hồi quy
(Ton*Ton) có giá trị p rất nhỏ (là 0,003). Điều này chứng tỏ thành phần này có ý
nghĩa thống kê lớn.
Chấp nhận kết quả này, ta thu được phương trình hồi quy mô tả quan hệ giữa
hàm mục tiêu Ra và các thông số đầu vào Ton, Toff, U như sau:
Ra = -2.57554 + 11.8264Ton – 0.03525Toff - 0.05525U – 3.57714T2on. (s)
Từ quan hệ giữa Ra với các thông số Ton, Toff, U , ta thấy thời gian phóng
điện Ton = 11,8264μs ảnh hưởng nhiều nhất đến độ nhám bề mặt cả thành phần bậc
1 và bậc 2. Hiệu điện thế phóng điện U = 0,05525V có mức độ ảnh hưởng ít hơn
còn Thời gian ngắt xung Toff = 0,03525μs ảnh hưởng ít nhất.
Kết quả này được biểu diễn dưới dạng “bề mặt chỉ tiêu” (Response surface)
như trên hình 3.6
Hình 3.6 Đồ thị quan hệ nhám bề mặt phụ thuộc Ton và Toff khi U=45v
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
17
Chuyên ngành: Công nghệ CTM
Hình 3.7 Đồ thị đường mức nhám bề mặt phụ thuộc Ton và T0ff khi U=45v
Phân tích đồ thị
Trên đồ thị ta thấy độ kéo dài xung có ảnh hưởng lớn đến độ nhám khi gia
công. Độ kéo dài xung càng cao thì độ nhám càng lớn, đặc biệt là trong khoảng
Ton = 1,4 ÷ 2,0 μs khi đó độ nhám lớn nhất trên cả lưỡi cắt (Hình 3.7), khi
này ảnh hưởng của khoảng cách xung đến độ nhám là không lớn.
Do vậy khi gia công muốn đạt được độ nhám là thấp nhất với R a = 2,35 (m)
ta chọn độ kéo dài xung Ton = 1,0 μs với khoảng cách xung T0ff = 20 μs.
3.4 Ảnh hưởng của các thông số gia công đến năng suất gia công.
Năng suất cắt V (mm2/phút): đây là hàm mục tiêu và được tính theo công
V
thức :
S
t
Trong đó : S là chiều dài cắt: trong toàn bộ thí nghiệm, chiều dài cắt đã được
định sẵn, S=216 mm.
δ là chiều dày cắt: trong toàn bộ thí nghiệm, chiều dày cắt đã được định sẵn,
δ=4mm.
t (phút) là thời gian thực hiện một thí nghiệm, được hiển thị trên màn hình
điều khiển: máy tính tự động bật đồng hồ đếm thời gian khi bắt đầu có sự phóng tia
lửa điện giữa điện cực và phôi.
Đồng thời với quá trình thí nghiệm xác định độ nhám bề mặt tiến hành xác
định thời gian gia công và tính ra năng suất tương ứng thu được kết quả như sau.
Bảng 3.7. Ma trận thí nghiệm và kết quả thí nghiệm ảnh hưởng T on, Toff, U đến
năng suất cắt V
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
18
Chuyên ngành: Công nghệ CTM
Sử dụng chức năng phân tích kết quả thí nghiệm (Analyze Response Surface
Design) của phần mềm thiết kế thí nghiệm Minitab®, thu được kết quả như trên
hình 3.7
Hình 3.8 Phân tích kết quả thí nghiệm năng suất gia công theo Ton, Toff, U
Chấp nhận kết quả này, ta thu được phương trình hồi quy mô tả quan hệ giữa
hàm mục tiêu năng suất cắt V và các thông số đầu vào Ton, Toff, U như sau :
mm 2
phút
V= - 38.1627 + 45.734Ton - 0.380500Toff - 0.558750U – 38.4607T2on .
Từ mối quan hệ giữa năng suất cắt V với các thông số Ton, Toff, U, ta thấy ảnh
hưởng của thời gian phóng điện Ton =45,734 μs là nhiều nhất kể cả thành phần bậc
1 và bậc 2. Hiệu điện thế phóng điện U= 0,558750 V ảnh hưởng ít hơn còn thời gian
ngắt xung Toff = 0,380500 μs ảnh hưởng ít nhất đến năng suất cắt V.
Surface Plot of V vs Toff, Ton
Hold Values
U 45
35
V
30
25
25
20
20
1.0
1.5
T on
2.0
T off
15
Hình 3.10. Đồ thị quan hệ năng suất cắt phụ thuộc Ton và Toff khi U=45v
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
19
Chuyên ngành: Công nghệ CTM
Hình 3.11. Đồ thị đường mức năng suất cắt phụ thuộc Ton và T0ff khi U=45v
Phân tích đồ thị
Trên đồ thị ta thấy độ kéo dài xung có ảnh hưởng lớn đến năng suất khi gia
công. Độ kéo dài xung càng cao thì năng suất gia công càng lớn, đặc biệt là trong
khoảng Ton = 1,3 ÷ 1,9 μs khi đó năng suất gia công lớn nhất trên cả lưỡi cắt
(Hình 3.11), khi này ảnh hưởng của khoảng cách xung càng lớn thì năng suất
gia công càng nhỏ. Do vậy khi gia công muốn đạt được năng suất gia công là lớn
mm 2
phút
nhất với V = 36,69
ta chọn độ kéo dài xung Ton = 1,5 μs với khoảng cách
xung T0ff = 15 μs.
3.5. Ảnh hưởng của các thông số gia công đến sai số biên dạng
Lần lượt tiến hành các thí nghiệm, thu thập kết quả và ghi lại giá trị vào
cột bổ sung của bảng thí nghiệm đã có, ta thu được kết quả như trình bày trong
bảng 3.8.
Bảng 3.8. Kết quả thí nghiệm nghiệm tối ưu hóa sai số gia công theo Ton, Toff, U
Vũ Mạnh Hùng
CH K14-CTM
Luận văn tốt nghiệp thạc sĩ kỹ thuật
20
Chuyên ngành: Công nghệ CTM
Sử dụng chức năng phân tích kết quả thí nghiệm (Analyze Response Surface
Design) của phần mềm thiết kế thí nghiệm Minitab®, thu được kết quả như trên
bảng sau:
Hình 3.12. Phân tích kết quả thí nghiệm sai số gia công theo Ton, Toff, U
Quan sát kết quả phân tích phương sai (Analysis of Variance), nhận thấy
thành phần bậc nhất (Linear) của mô hình hồi quy có ý nghĩa thống kê (giá trị p
bằng 0,021; nhỏ hơn so với mức ý nghĩa thông thường là 0,05). Quan sát giá trị p
của phân tích mức độ không phù hợp của mô hình (Lack-of-Fit), do giá trị p (bằng
0,553) lớn hơn nhiều so với mức thông thường (0,05), do vậy có thể kết luận là
dạng mô hình hồi quy kiểu bậc 2 là phù hợp.
Trên hình 3.12 nhận thấy, các hệ số bậc cao của phương trình hồi quy
(Ton*Ton) có giá trị p rất nhỏ (là 0,003). Điều này chứng tỏ thành phần này có ý
nghĩa thống kê lớn.
Chấp nhận kết quả này, ta thu được phương trình hồi quy mô tả quan hệ giữa
hàm mục tiêu δ và các thông số đầu vào Ton, Toff, U như sau:
δ = 0.03800 + 0.00663Ton – 0.0025Toff - 0.00388U – 0.01187T2on. (mm)
Từ quan hệ giữa δ với các thông số Ton, Toff, U , ta thấy thời gian phóng điện
Ton = 0.00663μs ảnh hưởng nhiều nhất đến sai số gia công cả thành phần bậc 1 và
bậc 2. Hiệu điện thế phóng điện U = 0,00388V có mức độ ảnh hưởng ít hơn còn
Thời gian ngắt xung Toff = 0,0025μs ảnh hưởng ít nhất.
Vũ Mạnh Hùng
CH K14-CTM
- Xem thêm -