Tự động hoá quá trình sản xuất
Phan Đăng Quang – CTM3
Đề bài:
Thiết kế cơ cấu kẹp cho robot công nghiệp dùng để vận chuyển các tấm
phi kim loại có khối lượng m 3kg, trọng lượng cơ cấu mCC 3 kg.
I) Phân tích và lựa chọn sơ đồ nguyên lý của tay kẹp cần thiết kế:
Hiện nay, tay kẹp dùng cho Robot rất đa dạng, phong phú về kết cấu cũng
như nguồn động lực tạo ra chuyển động mở và kẹp như có loại dùng động cơ
servo, động cơ bước, có loại dùng khí nén, dùng thuỷ lực. Hơn thế, nó cũng rất
đa dạng về số khâu, số khớp cổ tay kẹp một khâu hoặc nhiều khâu.
Ở đây yêu cầu đặt ra là thiết kế cơ cấu kẹp cho robot công nghiệp dùng để
vận chuyển các tấm phi kim loại gồm hai khâu để có thể kẹp được tấm phi kim
loại có trọng lượng m = 3 kg.
Trong điều kiện hiện nay giá thành của động cơ servo cũng như động cơ
bước khá cao và không phổ biến vì vậy ở đây chúng em chọn nguồn động lực là
xylanh thuỷ lực.
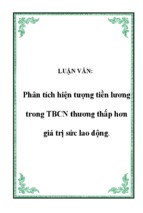
Qua quá trình phân tích kết cấu cũng như động lực học tay máy chúng em
quyết định lựa chọn kết cấu của tay gấp như sơ đồ sau:
1: Xylanh
2: Pitton
3: trục pitton + thanh răng
4: Khâu 1
5: Khâu 2
6: Má kẹp
7: Lò xo
Giải thích kết cấu:
Thanh răng được gắn với trục pitton khi thanh răng chuyển động tịnh tiến
sẽ làm cho khấu 1 quay quanh trục O được cố định vào thân Robot. Nhờ hệ
thống dẫn động hợp lý sẽ dẫn động đến khâu 2 để đảm bảo 2 má kẹp luôn song
song với nhau ở bất kì vị trí nào trong khoảng công tác.
1
Tự động hoá quá trình sản xuất
Phan Đăng Quang – CTM3
Nguyên lí hoạt động:
Ở trạng thái bình thường khi chưa cấp dầu vào xi lanh 1 thì tay kẹp luôn
đóng nhờ có lực đẩy của lò xo 7 luôn chịu nén. Khi bơm dầu vào trong xylanh
thắng được lực đẩy của lò xo thì pittong đi xuống nhờ chuyển động tịnh tiến của
pitton nên thanh răng đi xuống làm cho khoá 2 quay quanh O tạo ra độ mở cần
thiết của tay kẹp. Khi dừng bơm dầu vào xylanh nhờ có lực đẩy của lò xo bị nén
làm cho tay kẹp chuyển động ngược chiều lúc mở và thực hiện qua trình kẹp chi
tiết. Dầu trong xylanh được ép ra ngoài trở về thiết bị chứa dầu.
Ưu điểm của tay kẹp:
+ Đơn giá trong kết cấu, chế tạo.
+ Chi tiết được kẹp bằng lực lò xo nén khi có sự cố về nguồn động lực thì
tay kẹp vẫn kẹp chặt chi tiết.
II) Chọn má kẹp:
Để kẹp chi tiết dạng tấm phi kim loại có trọng lượng m 3 kg. Nên ta
chọn má kẹp là 2 phiến tì có khía nhám.
Ta có: B = 14 mm
H = 8 mm
L = 60 mm
Trọng lượng phiến tỳ.
Vphiến tỳ = 6,2*10-6 m3
d = 5,5 mm
= 7,8*103 kg/m3
Gphiến tỳ = Vphiến tỳ* = 0,0484 kg
2
Tự động hoá quá trình sản xuất
Phan Đăng Quang – CTM3
khoảng cách giữa hai mép phiến tỳ khi kẹp tấm phi kim loại là bề dày
của tấm phi kim loại.
l
III) Lập các phương trình giàng buộc kết cấu và chọn một số kích thước để đảm
bảo kích thước của tay gắp có kích thước và kết cấu hợp lý:
1- Tại vị trí cơ cấu kẹp tấm phi kim loại mở cực đại. Vị trí đó như ở hình
1 thanh l1 ở vị trí ngang.
Để tay gắp đi xuống kẹp tấm phi kim loại thì khoảng cách giữa hai tấm
phiến tỳ ta chọn A = 40 mm để tránh va chạm khi tay robot đưa vào kẹp tấm.
Phương trình theo phương ngang:
a Do
2
a Do
2
l 1 20 H l 2 *cos α
l 1 −28 l 2 *cos α
(III.1)
Phương trình theo phương đứng
L
h ct h d hat l 2 *sin α
2
Chọn hat = hdư = (mm)
3
Tự động hoá quá trình sản xuất
Phan Đăng Quang – CTM3
L
h ct h d 10l 2 *sin α
2
(III.2)
2- Tại vị trí cơ cấu kẹp không làm việc
Phương trình theo phương ngang:
a Do
H l 2 *cos α
l 1 *sin
2
hoặc
l1 – l1*cos = 20
(III.3)
3- Liên hệ giữa hct với Do và :
DO
h ct
*
2
Thay vào (III.2) và thay L = 60 mm ta được:
Do
40l 2 *sin α
2
*
(III.4)
Từ (III.1), (III.3) và (III.4) ta có hệ phương trình:
a Do
l 1 −28l 2 *cos α
2
l 1
1−cos α 20
Do
*
2
(III*)
40l 2 *sin α
Hệ (III*) có 6 ẩn mà 3 phương trình liên hệ:
Ta chọn trước l1 = 45 mm
a = 12 mm
Do = 20 mm
Thay vào ta tính được các thông số sau:
= 56015’
W
= 5404’ chọn = 540
IV) Lực kẹp cần thiết W:
N
G
4
Tự động hoá quá trình sản xuất
Phan Đăng Quang – CTM3
Fms
W = N (IV.1)
Giả sử trọng lượng vật cần nâng G.
Điều kiện nâng vật:
2*Fms G
N
N
2*N*f G
2*N*f = K*G
K: Hệ số an toàn
N=
K
G
2f
(IV.2)
Từ (IV.1) và (IV.2) ta có:
K
G
2f
W=
Chọn hệ số an toàn K = 2
Hệ số ma sát f của chi tiết và phiến tỳ có khía nhám f = 0,25 trọng lượng
vật nặng G = 3 kg = 30 N
2*30
120
2*0,25
W=
(N)
V) Tính và chọn lò xo trong xy lanh thuỷ lực:
Ở đây ta sử dụng lò xo để làm áp lực kẹp để đảm bảo an toàn khi xylanh
thuỷ lực bị hỏng hay các cơ cấu gắn với xylanh bị hỏng. Vì vậy ta phải tính và
chọn lò xo.
Để đảm bảo đủ lực kẹp cần thiết ta phải tính cho trường hợp cơ cấu kẹp
tấm phi kim loại có bề dày 2 min. Vì khi bề dày 2 lớn thì lò xo càng bị nén
lực đẩy càng lớn lực kẹp càng lớn mà ở đây Gct = const.
Xét vị trí cơ cấu kẹp khi kẹp chi tiết có bề dày 2 min.
Ta có:
5
Tự động hoá quá trình sản xuất
a D0
2
Phan Đăng Quang – CTM3
l 1 *cos
1 = l2*cos + H + min
min = 45*cos1 – 25
Lực kẹp W = 200 N để đảm bảo chi tiết không bị biến dạng do lực kẹp do
vậy ta chọn bề dày min cảu tấm phi kim loại là:
2*min = 3 (mm) min = 1,5 (mm)
Vậy góc 1 tại vị trí min là 1 = 53055’
Đặt lực lên sơ đồ ta có:
Viết phương trình cân bằng momen tại O có:
Plx 1 D o
−P
l 2 sin
2
2
+l2*sin( - 1)] – Gct*lv + Gi*li = 0 (V.1)
Coi ảnh hưởng của các chi tiết kết cấu lên cơ cấu kẹp = 10% P1x
Ta có qua các trọng lượng Gi; lv rất nhỏ bỏ qua.
P ' lx 1 Do
−P
l 2 sin
2
2
+l2*sin( - 1)] = 0
P’lx1 = 2184 N
Plx1 = P’lx1 – 0,1*P’lx1 = 0,9*P’lx1 = 1965 N
Xét tại vị trí tay kẹp mở max
6
Tự động hoá quá trình sản xuất
Phan Đăng Quang – CTM3
Khi đó lò xo bị nén thêm:
l1 =
= 94 mm = 94*10-3 m
*
Giả thiết chọn lực nén lúc đó là:
Plx2 = 1,3*Plx1 = 2555 N
Plmax = 2555 N
Độ cứng của lò xo:
C=
ΔP lx 1 0,3
1965
6,3
10 4
−3
Δl 1 9,4
10
[N/m]
VI) Tính các kích thước còn lại của các chi tiết theo điều kiện bền:
1. Tính thanh OA và OB:
Trong phần này ta tính cho trường hợp xấu nhất để kết cấu đủ bền.
Trường hợp xấu nhất là khi kẹp tấm phi kim loại có max
a. Xác định các thông số trong trường hợp này:
Ta có
a Do
2
l1*cos2 = l2*cos + H + max
max = 45*cos2 – 25
7
Tự động hoá quá trình sản xuất
Phan Đăng Quang – CTM3
Độ mở lớn nhất của cơ cấu kẹp ta chọn là 40 mm chiều dày max của
tấm phi kim loại là:
2*max = 30 max = 15
Góc 2 tại vị trí max là 2 = 27015’
l2 =
= 4,76 mm = 94*10-3 m
*
Plx3 = c*l2 = 300 N
Plx3 = Plx2 – Plx3 = 2255 N
Tính lực kẹp lúc này bỏ qua trọng lượng chi tiết được kẹp vì nó tạo
momen với O nhỏ do đó khoảng cách nhỏ và trọng lượng các thanh vì nó rất nhỏ
so với Plx3
Do
4
Mo = P3**(l2Psin
=0
lx3*Dp + l1sin2) – Plx3*
P3 =
= 170 N
4*(l2sin +l1sin2)
b. Tính thanh AB:
Gphiến tỳ nhỏ bỏ qua
G
b
P3
l
Py = P3*sin + G*cos = 138 N
Pz = P3*cos + G*sin = 100 N
Ứng suất tại điểm nguy hiểm A
max =
12
P y
l2
h
3
=
Py
σ u min σ nen
b
h
2
Pz
b
h
Py*l2
M
Qy
Py
8
Qx
Px
-
Tự động hoá quá trình sản xuất
Phan Đăng Quang – CTM3
3
P y
l 2 Pz
2
b3
=
[]
Chọn vật liệu thép C45 [] = 160 N/mm2
3
P y
l 2 Pz
2
b3
160
(VI.1)
b 4,2 mm
Kết luận để đảm bảo điều kiện bền thì kích thước cần rất nhỏ vì vậy ta
chọn kết cấu của các thanh OA và AB lớn một chút sẽ đảm bảo điều kiện bền
luôn.
Ta chọn b = 8 h = 14
Ta chọn b = 8 bởi khi thiết kế các thanh được tách thành hai, có dạng:
b=1
2. Tính toán bộ truyền động bánh răng thanh răng:
Trường hợp chịu tải lớn nhất là khi tay kẹp ở vị trí mở cực đại vì khi đó
lực lò xo là max.
Mô men xoắn:
Plx 2 D o 2555
20
12775
2
2
4
T=
Nmm
Tính bộ truyền ở đây chỉ cần đảm bảo độ bền uốn vì ở trường hợp này tốc
độ chuyển động Tính modul theo công thức:
√
3
M 1,4*
T K FP F F
2
z ψ d σ p
(VI.2)
Chọn vật liệu là thép 40x tôi cải thiện phần bánh răng làm việc:
Có F = 1400 (theo bảng 6.1 trang 92 TKHDĐ cơ khí tập 1)
[F] 0,8*ch = 1120 N/mm2
9
Tự động hoá quá trình sản xuất
Phan Đăng Quang – CTM3
z số răng của bánh răng có đường kính D o chọn z lớn để chuyển động
chính xác chọn z = 40 răng
Do = m *z m =
20
0,5
40
(mm)
Theo đồ thị 10_21 chi tiết máy tập 1
Với hệ số dịch chỉnh = 0 z = 40
= 3,7
Giả sử với d = 0,4 bố trí theo sơ đồ 6 vật liệu có HB < 350 Theo đồ
thị hình 10 – 14 KFP = 1,05
Phải xác định hệ số chiều rộng b =
T
K FP
YF
d 1,43*
z2
m3
σF
b
Do
0,6
Chọn d = 0,6 b = d*Do = 12 mm
Chia thành hai thanh ở hai đầu có răng b’ = b/2 = 6 mm
VII. Tính toán động học cơ cấu kẹp:
Điều kiện làm việc là ở mọi vị trí thì hai má kẹp song song với nhau theo
phương đứng. Vì vậy đòi hỏi khi lắp ghép các chi tiết phải có độ chính xác cao.
Và khi tính toán động học phải có các mối liên hệ động học hợp lý.
Giả sử khi lắp ráp đã đảm bảo độ chính xác thì điều kiện động học để hai
má kẹp luôn song song ở mọi vị trí là khi OA quay một góc quanh tâm A.
Hay nói cách khác:
Tốc độ góc của OA quay quanh O là w1 = w thì
Tốc độ góc của AB quay quanh A là w2 = -w
Thì khi đó AB chuyển động tịnh tiến theo một đường cong nào đó và đảm
bảo hai má kẹp luôn song song.
Vì vậy bài toán đặt ra là tìm một hệ dẫn động nào đó phù hợp để tạ ra mối
liên hệ giữa hai chuyển động quay đó.
Trong trường hợp này ta chọn hệ dẫn động bánh răng hành tinh bởi ưu
điểm của hệ dẫn động bánh răng:
+ Đảm bảo ăn khớp đúng khi dịch chuyển khoảng cách tâm
10
Tự động hoá quá trình sản xuất
Phan Đăng Quang – CTM3
+ Đảm bảo tỷ số truyền không thay đổi khi ăn khớp
+ Hiệu suất bộ truyền cao.
Bánh răng d0 = 10 được gắn cứng vào trục tại O
Các bánh răng O1, O2, O3 có trục nằm trên OA bánh răng A chuyển động
quay trơn trên trục tại A và gắn cứng với AB khi bánh răng A quay thì AB quay
theo.
Với sơ đồ trên đã đảm bảo w 1 = wOA ngược chiều với w2 = wAB. Bây giờ
phải tìm các đường kính để đảm bảo w1= w2
Phân tích cặp O – O1 là cặp bánh răng hành tinh bánh răng O cố định và
bánh răng O1 lăn trên bánh răng O.
WOO1 = wOA = w1 = w
d o d1
'
2
Ta có Vo1 = w*
O’ là tâm vận tốc của bánh răng
O1 trong chuyển động hành tinh.
"
11
Tự động hoá quá trình sản xuất
Phan Đăng Quang – CTM3
Giả sử có O” là 1 điểm thuộc bánh răng O1 có vị trí như hình vẽ.
d o d1
2
VO” = 2*VO1 = 2*w*
Ta chỉ cần tốc độ quay tương đối của bánh răng O1 quanh tâm.
O} } - V rSub { size 8{O1} } } over { { {d rSub { size 8{O1} } } over {2} } } } = { {w*{ {d rSub { size 8{o} } +d rSub { size 8{1} } } over {2} } } over { { {d rSub { size 8{O1} } } over {2} } } } =w* { {d rSub { size 8{o} } +d rSub { size 8{1} } } over {d rSub { size 8{O1} } } } } {
V
WRO1 =
Chọn do = 10 mm
dO1 = 15 mm
10 15
5
w
w
15
3
wro1 =
Ta phân tích và lựa chọn các đường kính còn lại theo như hình bên.
VIII. Tính độ bền của bộ dẫn động từ OA AB:
Với bánh răng có dA = 7,5 mm nhỏ, yếu nhất do có mô men xoắn trên trục
lớn. Xét trường hợp nguy hiểm nhất là trường hợp cơ cấu kẹp kẹp chi tiết có
chiều dày 2max = 30.
Khi đó P3 = 170 N
T = P3*l2*sim
= 170*56,25*sin540
= 7736 Nmm
Ở đây ta chỉ cần xét d đảm bảo
điều kiện bền
12
Tự động hoá quá trình sản xuất
Phan Đăng Quang – CTM3
Chọn vật liệu là thép 40X có ch = 1400 Mpa
[F] = 0,8*ch = 1120 Mpa
Chọn tất cả các bánh răng trong bộ dẫn động có m = 0,5 mm
d A 7,5
15
m 0,5
ZA =
(răng)
Theo đồ thị 10 – 21 chi tiết máy tập 1 với hệ số dịch chỉnh x = 0, z = 15
YF = 4,4
Giả sử bố trí theo sơ đồ 6 vật liệu có HB > 350
Theo đồ thị hình 10 – 14
KFP = 1,15
T
K FB
YF
d 1,4 *
3
d =
b
dA
F]
z2
m 3[
= 0,9
b = dA*d = 6,75
Chọn b = 7 mm
Hệ dẫn động giữa hai trục O’ và O” có một cặp chia đôi bề rộng
b’ =
b
2
= 3,5 mm
IX, Tính toán hệ thống thuỷ lực:
Hệ thống thuỷ lực có nhiệm vụ tạo ra lực mở cơ cấu kẹp và thay đổi tốc
độ mở hoặc đóng tay kẹp trong cơ cấu tay kẹp này.
Ở đây ta phải thiết kế xy lanh để đảm bảo tạo ra đủ lực kẹp cần thiết để
mở tay kẹp với một vận tốc Vmax cho trước. Đồng thời phải thiết kế các cơ cấu
như van tiết lưu, van điều khiển, van an toàn để điều khiển đóng mở tay kẹp với
vận tốc tuỳ ý và khi áp suất quá [Pth] thì van an toàn sẽ mở để giảm áp.
Các van an toàn, cũng như van tiết lưu, van điều khiển không đặt trực tiếp
trên tay kẹp mà ta sẽ đặt ở vị trí khác sao cho khi ro bot thực hiện công việc một
cách linh hoạt.
13
Tự động hoá quá trình sản xuất
Phan Đăng Quang – CTM3
1. Sơ đồ nguyên lý:
12345678-
Xylanh
Van tết lưu đầu vào
Van điều khiển
Van tết lưu đầu ra
Bơm
Đồng hồ đo áp
Van an toàn
Thùng đầu.
Nguyên lý
Ở vị trí bình thường thì pitton luôn ở điểm chết trên bên phải, tay kẹp luôn
đóng, tức là con trượt trong van điều khiển như hình vẽ. Khi có dòng điện chạy
trong cuộn nam châm điện của van điều khiển sẽ sinh ra lực từ kéo con trượt
chuyển động sang trái mở thông dầu qua van tiết lưu 2 vào xylanh đẩy pitton
sang trái với tốc độ vm nào đó mà ta có thể điều chỉnh được nhờ van tiết lưu 2.
Khi pitton sang trái thì độ lớn lò xo tăng dần sinh ra lực cản chống lại chiều
pitton sang trái. Khi lực lò xo đủ lớn để cân bằng với áp lực dầu lên pitton thì có
khi đó pitton đã tới điểm chết trái (ứng với tay kẹp mở cực đại) thì pitton đứng
lại. Khi ngắt dòng điện qua nam châm điện thì con trượt trong van điều khiển 3
về vị trí đầu lúc này cửa áp suất vào đóng lại và mở cửa ra để dầu từ xylanh qua
van tiết lưu 4 trở về thùng dầu 8 do lực đẩy của lò xo trong xylanh, lúc này tay
kẹp đang thực hiện quá trình đóng và kẹp chi tiết với vận tốc đóng v d nào đó (có
thể điều chỉnh được nhờ điều chỉnh van tiết lưu 4). Đến một giai đoạn nào đó
khi 2 má kẹp chạm vào bề mặt chi tiết và lực kẹp dc tạo ra nhờ lực nén dư của lò
xo trong xylanh.
Trong trường hợp có sự cố P vượt quá giới hạn nào đó thì van an toàn mở
dầu trở về thùng dầu 8.
2. Tính xylanh
Giả sử ta cần mở tay kẹp trong khoảng 1 giây
Theo ở phần trước ta có:
Lực đẩy cần tạo PLxmax = 2555 N
14
Tự động hoá quá trình sản xuất
Phan Đăng Quang – CTM3
Chiều dài hành trình công tác:
Do
2
hct = *
= 9,82 mm
như vậy ta có vận tốc trung bình
hct
9, 82
1s
Vtb =
mm/s = 9,8*10-3 m/s
Mà chuyển động của pitton là chuyển động chậm dần đều do có F lx ngày
càng tăng giả sử đó là chuyển động đều vận tốc ban đầu phải đạt :
vo = 2*vtb = 19,6*10-3 m/s
Chọn trước Dxh = 20 mm
Lưu lượng của dầu:
D xl
4
Q = *
*vo = 6,16*10-6 m3/s = 6,16*10-3 l/s
Ta có thể bỏ qua ma sát giữa pitton và thành xylanh bởi chúng rất nhỏ.
Ta có phương trình cân bằng lực:
PLxmax = P**
D2o
4
4
P Lx max
áp suất P cần P =
* D 2
o
= 8,1*106 N/m2 81 Dar
Tính chiều dày thành xylanh theo điều kiện bền
Công thức tính:
=
105
p
D Xl
2
s
[]
[] : ứng suất cho phép chọn ống thép có [] = 1,6*108 N/m3
s: chiều dày thành ống.
5
s
10
p
D Xl 81
105
20
10−3
5
2
σ
2
1,3
10
= 5,06*10-1 m 0,5 mm
15
Tự động hoá quá trình sản xuất
Phan Đăng Quang – CTM3
chiều dày thành cần rất nhỏ do thép có sức bền cao. Nhưng để đẽ dàng
lắp ráp xylanh với tay gắp ta chọn hình dáng kết cấu như sau để đẽ lắp ghép
DXl
3. Tính toán các loại van:
vì thời gian có hạn hơn nữa hiện tại chúng em chưa có thể tính toán các
thiết bị này. Mà ở đây chỉ dừng ở sơ đồ nguyên lý các hệ thống thuỷ lực.
X. Tài liệu tham khảo:
1. Tự động hoá quá trình sản xuất – NXB khoa học kỹ thuật
2. Hệ thống thuỷ lực, khí nén
3. ROBOTICS
4. Chi tiết máy tập 1
5. Sức bền vật liệu tập 1, 2
6. Nguyên lý máy
7. Sổ tay công nghệ chế tạo máytập 2 ./.
16
- Xem thêm -